
Cold rolling and hot rolling are different processes, and cold rolling usually adopts longitudinal rolling. Cold rolling production processes generally include raw material preparation, pickling, rolling, degreasing, annealing (heat treatment), finishing, etc. Cold rolling takes hot-rolled products as raw materials, and the raw materials must be dephosphorized before cold rolling to ensure the surface cleanliness of cold-rolled products.
Hot rolling is relative to cold rolling. Cold rolling is rolling below the recrystallization temperature, while hot rolling is rolling above the recrystallization temperature.
The free torsional stiffness of hot-rolled section steel is higher than that of cold-rolled section steel, so the torsional resistance of hot-rolled section steel is better than that of cold-rolled section steel.
1、 Stainless steel crude steel smelting process flow
At present, the smelting processes for producing hot rolling stainless steel in the world are mainly divided into one-step, two-step and three-step processes, as well as new integrated production methods. One step smelting: molten iron +aod (argon oxygen refining furnace); The two-step process is EAF (electric arc furnace) +aod (argon oxygen refining furnace). The three-step process is EAF (electric arc furnace) + AOD (argon oxygen refining furnace) + VOD (vacuum refining furnace). In addition to several traditional production processes, the current integrated production process, that is, the production process from molten iron directly to stainless steel, is also adopted by many enterprises. The production process is: rkef (rotary kiln electric furnace) +aod (argon oxygen refining furnace).
2、Hot rolling stainless steel process
Stainless steel hot rolling process takes slab (mainly continuous casting slab) as raw material, which is heated and then made into strip steel by roughing mill and finishing mill. The hot steel strip from the last finishing mill is cooled to the set temperature through laminar flow, and then rolled into steel coil by coiler. The surface of the cooled steel coil has oxide skin, which is black, commonly known as “stainless steel black skin coil”. After annealing and pickling, the oxidized surface is removed, which is the “stainless steel white coil”. Most of the hot-rolled products in the stainless steel market are stainless steel white coils. The specific production process of stainless steel hot rolling is as follows:

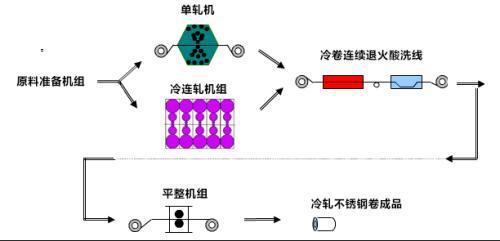
3、 Cold rolling process of stainless steel
After the hot rolling of stainless steel, some hot-rolled stainless steel products are directly used downstream, and some hot-rolled products need to be processed into cold rolling before use.
Cold rolled stainless steel, hot-rolled stainless steel products with a thickness of 3.0-5.5mm are mostly used. After calendering by cold rolling equipment, they are produced into cold-rolled stainless steel products. At present, there are two main production processes of stainless steel cold rolling: stainless steel single stand cold rolling and stainless steel multi stand cold rolling. The specific production process is as follows:
After cold rolling, stainless steel needs to go through annealing and pickling line. Annealing of cold-rolled stainless steel is to achieve the purpose of softening by eliminating work hardening through the process of recrystallization; The purpose of pickling is to remove the oxide layer formed on the surface of the steel strip during annealing, and to passivate the surface of stainless steel to improve the corrosion resistance of the steel plate.
In summary
Cold rolling and hot rolling are different processes, and cold rolling usually adopts longitudinal rolling. Cold rolling production processes generally include raw material preparation, pickling, rolling, degreasing, annealing (heat treatment), finishing, etc. Cold rolling takes hot-rolled products as raw materials, and the raw materials must be dephosphorized before cold rolling to ensure the surface cleanliness of cold-rolled products.
Hot rolling is relative to cold rolling. Cold rolling is rolling below the recrystallization temperature, while hot rolling is rolling above the recrystallization temperature.
The free torsional stiffness of hot-rolled section steel is higher than that of cold-rolled section steel, so the torsional resistance of hot-rolled section steel is better than that of cold-rolled section steel.